靠谱的滚丝机批发商
更新时间:2025-12-06 19:23:10 ip归属地:成都,天气:阴,温度:7-13 浏览:3次



- 发布企业
- 禁用(成都市锦江区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 禁用
- 所在地
- 禁用
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 禁用 请说明来自商助贸易宝,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 靠谱的滚丝机供应范围覆盖四川省 成都市 锦江区、青羊区、金牛区、武侯区、成华区、龙泉驿区、青白江区、新都区、温江区、金堂县、双流区、郫县、大邑县、蒲江县、新津区、都江堰市、彭州市、邛崃市、崇州市等区域。 |
许多消费者在购买滚丝机的时候会选择价格高的产品,其实滚丝机价格只是一个代表,价格除了具有参考的价值之外还要看滚丝机产品的具体质量,并非价格越高的滚丝机产品质量就越好,很多小滚丝机厂家生产的滚丝机漫天要价欺骗消费者,所以购买的时候就需要我们具有一双火眼金睛。
1、滚丝机价格也会根据滚丝机的工作原理来排定,工作原理是:
(1)钢筋夹紧结构
钢筋夹紧是利用正反螺纹丝杠旋转带动夹紧钳体滑动自定心方式完成的。
(2)螺纹头加工:
将钢筋夹紧,剥肋滚丝头转动并作轴向进给完成螺纹加工。剥肋滚丝头转动是由主电机经减速机以50转每分的转速完成。进给由操作员扳动手柄经齿轮、齿条带动减速机及剥肋滚丝头沿滑杠运动完成。
(3)滚丝轮:
滚轧螺纹的滚丝轮,由三件组成,可互换安装,滚扎螺纹一次成型。
(4)进、退刀:
开启主电机按钮,电机带动减速机及剥肋滚丝头转动,操作员扳动手柄进给,螺纹加工完成时,行程开关触板压下行程开关按钮,延时后反转退回起始位置并自动停机。
2、其次,在购买滚丝机时我们首先要检查滚丝机的动力系统,因为我们使用的都是三相电,所以我们要检查一下,看看是不是出现了电源缺少了某一个相。如果是这种原因,我们就需要更换一下电源的线路或者是接头了。第二个,如果滚丝机台机器都没有动力反应没我们就需要看看是不是滚丝机的保险丝烧坏了,或者是安装的过热保护器开启了保护作用,导致机器关机了。这时候只要让它降温就可以正常使用了。
3、接下来就是在选择之前要了解自己施工的工地上使用的大钢筋与小钢筋的直径。因为现在市面上常用的是加工钢筋直径为16-40的螺纹是普遍的固力士HGS-40D小型全自动直螺纹滚丝机。这种价格都相对实惠呢,也是常用的一款机型。
该机型的特点如下:
① 全自动直螺纹滚丝机,研制的多功能滚丝车床,可以滚轧牙型角75。的螺纹,也可以滚轧任何角度的螺纹,只需要换滚丝轮即可。
② 直螺纹滚丝机滚丝后自动回车。
③ 设计合理,使用维护方便,更换刀具仅需2分钟。
④ 刀具采用自动开合结构,钢筋一次装夹,30秒完成丝头加工,效率高。
⑤ 采用滚丝轮冷轧工艺,钢筋丝头加工"模具化",精度高,合格率。
⑥ 操作方便快捷,用一个滚丝盘即可一次性完成对φ12—40mm的HRB335级和HRB400级带肋钢的剥肋和滚轧。
还可以根据自己加工的钢筋丝牙的长度来选择固力士HGS-40D大型全自动直螺纹滚丝机。固力士生产的大型全自动直螺纹滚丝机台钳大,电机大(4.5-5.5KW),重量重(400KG),适合做32以上的大钢筋和持续高强度作业。
4、当然,即使买回去了在使用过程中如果使用不当,也会影响滚丝机的寿命,以下是影响滚丝机寿命的常见错误:
①、滚丝机床精度差,振动大,运转不正常下服役;
②、滚丝模具对位不正,被滚压件发生轴向位移,牙纹受到剪切和挤压两种应力作用;
③、被滚压螺纹丝坯尺寸大小不均,表面未清理干净,有砂轮沫、氧化皮和污脏物;
④、被滚压件硬度不均匀(8.8级螺栓应在27~30HRC;10.9级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度与滚丝轮牙纹刃口硬度相近,导致崩刃。
⑤、滚压时未加入润滑剂,造成干摩擦,使牙尖温度急剧升高至超过滚丝轮回火温度,牙纹过度回火被软化,发生倒牙、堆牙失效;
⑥、滚丝轮出厂前要充分退磁,留有残磁,工作时因牙纹吸附细铁沫将加速磨损失效。

结构特点
钢筋剥肋滚轧直螺纹机床,是建筑工程带肋钢筋滚轧直螺纹丝头加工的关键设备。
该机床可一次装夹完成钢筋剥肋、滚轧螺纹加工。被加工的钢筋螺纹完全高于JGJ107—2010的6f级的精度要求。
本机不仅结构紧凑、操作简单、可靠,还具有独特的剥肋装置和滚轮装置的无级调节结构。
本机还可加工标准螺纹,反扣螺纹,还可加工长螺纹。
钢筋剥肋滚轧直螺纹机床,由机架、台钳、导杆、滑板、减速机总成、剥肋滚轧机头、、冷却系统、电器控制系统等部分组成。
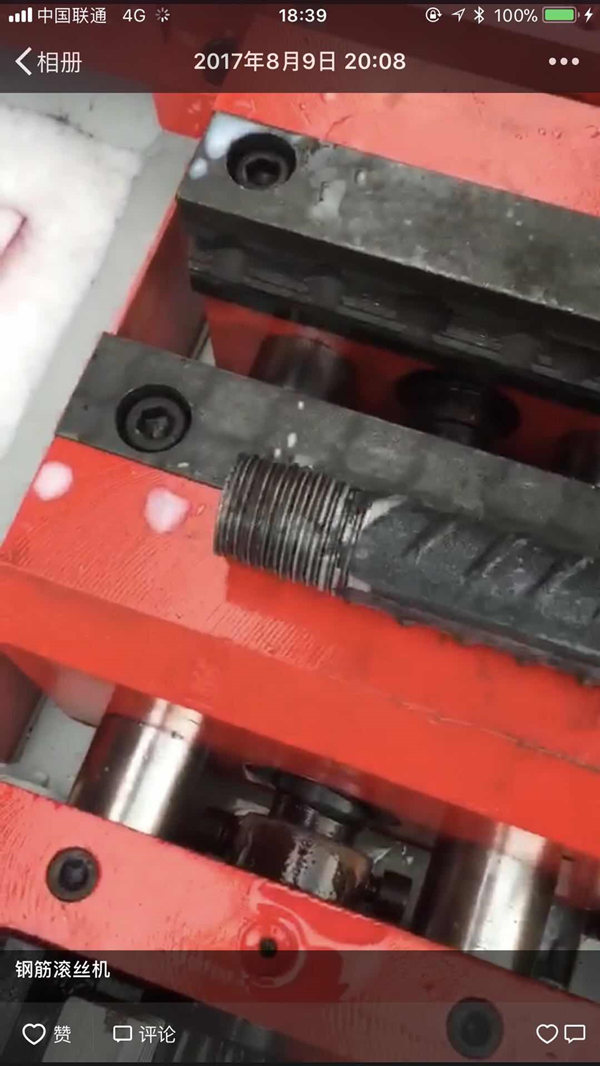
直螺纹滚丝机是加工钢筋直螺纹丝头的专用设备,通过剥肋刀将钢筋端头剥圆,然后用三个空心滚丝轮对钢筋进行滚轧直螺纹,从而达到钢筋直螺纹成型的质量要求。使钢筋连接套筒 达到JGJI07-2003《钢筋机械连接通用技术规程》要求的A级连接标准要求。滚丝机再加GB1499-1998《钢筋混凝土用热轧带肋钢筋》中的Φ16-Φ40mm九种规格钢筋。
特点:直螺纹滚丝机是用切削与滚轧螺纹钢一次成形来喧到钢筋端头强化和螺纹加工的目的,解决了钢筋在加工前钢筋端头进行预处理的问题,以及同类的设备需多次数轧成的问题,这样现场减少了工序加工和多次钢筋搬运,提高了现场生产加工效率;滚丝机利用一个滚丝头可实现对多种规格钢筋进行滚轧加工,解决了同类设备对钢筋端头加工直螺纹需每种规格一个滚丝头的状况。直螺滚丝机采用内出冷却液,解决了滚轧加工时排屑问题,自动化强度高,进给自动停机复位自动停机。
直螺纹滚丝机:滚丝机由机架、夹紧机构、进给拖板、减速机及滚丝头、冷却系统、电器系统组成

滚丝机HGS-40KZ是由宝欣机械设备有限公司生产研发,应用于工地钢筋滚丝工作。设备自动化程度高,应用范围广泛,可加工不同长度和宽度的钢筋。
急停按钮以上就是对滚丝机HGS-40KZ介绍说明,我们公司的设备有很多,针对不同的工程需求可以使用不同的产品,在使用过程中有任何不明白的地方,欢迎随时联系。滚丝机是一种在工程工地上使用极为广泛的机械设备,它主要是制作钢筋螺纹或者是制作钢筋套筒,用来连接钢筋之间。相比较于焊接工艺来说更加方便。而且不受特殊环境和恶劣天气的影响。今天滚丝机厂家来为大家详细讲解一下滚丝机空载试车和负载试车步骤。
空载试车:
1)接通电源,打开设备电源总开关,检查冷却水泵是否正常工作,机头是否有充足冷却液流出。
2)检查开关盒内的各控制按钮是否正确灵活的控制主电机。
3)滚丝机扳动进给手柄,检查进给是否灵活,无阻滞现象。
4)检查各行程开关、延时继电器、自动开合机构是否灵活可靠。
5)扳动夹紧钳手柄,检查滑动件是否灵活,能否有效夹紧钢筋。注:开关盒内的控制按钮绿色为正转按钮,黑色为反转按钮,红色为停止按钮。
负载试车与调试:
1)确定各零部件齐全,各连接件无松动现象。
2)顺时针扳动进给手柄,确定机头在起始位置。
3)将待加工的钢筋装夹于夹紧钳上(两条纵肋要进入钳口的直槽中)使钢筋端面与剥肋到外端面平齐(工地常用一块3—5mm厚的钢板靠在剥肋刀前端面,钢筋抵住钢板,钳口夹紧钢筋后取出钢板),扳动夹紧手柄夹紧钢筋。
4)按动正转按钮,机头正转。
5)逆时针匀速扳动进给手柄(切勿猛进),剥肋过程开始。当剥肋长度达到要求时,剥肋行程挡块的轴承推动剥肋盘,使剥肋刀自动涨开,剥肋完成。
6)继续扳动进给手柄,钢筋滚丝机的滚丝轮到达钢筋并开始接触时,用力扳动进给手柄使滚丝轮滚轧上钢筋,机头旋转2~3圈以后,松开进给手柄,机器自动滚轧进给,到达需要距离时,反转触板使反转行程开关动作,,此时电机自动停止并延时反转,开始自动退刀。
7)自动退刀结束后(进给手柄没有动作),顺时针转动进给手柄,将机头退回到起始位置,此时剥肋刀应自动收缩复位,停止行程开关动作,电机自动停止。
8)松开夹紧手柄,卸下钢筋后加工完成。
9)如要加工反丝(左旋螺纹),在设备为正丝的情况下,
需作如下处理:
a)将电器的转换组合开关扳到反丝位置。
b)滚丝轮垫圈位置要重新调整,即任意两套垫圈互相调换(此时第1组垫圈按正转方向其厚度应越来越薄)
c)钢筋滚丝机剥肋完成后,按下反转按钮,机头继续前进就可进行反丝滚轧作业。


建筑业的迅速发展带动了相关机械设备行业的发展,滚丝机在建筑工地上被大量应用,越来越多的工地开始规范性的使用我们的滚丝机,不仅工作效率得到了提高,建设出来的建筑物的整体坚固程度也得到了提高。我们的设备应用范围广泛,可适用于不同直径的钢筋操作,减少了很多中间不必要的浪费时间的环节。很多工地自从使用上了我们的滚丝机后,在人工的成本上和效率上得到了很大的改善,很多小工地之前一直都是利用工人手动捆绑钢筋,自动有了滚丝机,本来三个人干的活现在一个人就可以了。我们的滚丝机是自动化操作,不用费力,并且和我们的套筒完全匹配,还可以加长操作,非常的便捷。
月2日,广东省监委通报对佛山市轨道交通2号线一期工程“2·7”透水坍塌重大事故责任人员责任追究情况,32人被问责。
今年2月7日20时40分许,由中交第二航务工程局有限公司组织施工的佛山市轨道交通2号线一期工程土建一标段(以下简称“TJ1标段”)湖涌站至绿岛湖站盾构区间右线工地突发透水,引发隧道及路面坍塌,造成11人死亡、1人失踪、8人受伤,直接经济损失约5323.8万元。事故发生后,省政府依法成立了广东省佛山市轨道交通2号线一期工程“2·7”透水坍塌重大事故调查组,省监委派员参加并承担对责任人员责任追究工作。
经查,有33人对事故的发生负有责任。责任追究情况如下:
一、免予追究责任1人
TJ1标项目经理部盾构分部经理陈朝,对事故发生负有直接责任,因其已在事故中死亡,免予追究责任。
二、公安已采取强制措施2人
项目部盾构分部总工程师刘子一、盾构分部工程部负责人兼土建副总工聂立异,上述2人待司法依法作出处理后,由涉事企业或其上级主管部门按照管理权限及时给予相应的党纪政务处分。
三、给予党纪职务处分和问责处理29人
(一)涉事央企相关人员16人。这16名央企员工由省政府调查组移交给涉事企业或其上级主管部门等有权单位按照管理权限处理。
(二)涉事地方企业人员2人。这2人移交广州市纪委监委、佛山市纪委监委按照管理权限处理。
(三)相关部门公职人员11人。这11名公职人员按照干部管理权限由各级纪检监察处理。
四、另案处理1人
佛山市交通运输局轨道建设管理科科员唐军,因在事故调查中发现其涉嫌违纪问题,已移交佛山市纪委监委处理。
滚丝机厂家提醒大家对于施工建筑一定要非常谨慎,万万不可马虎大意。



成都锦江禁用视 禁用产品质量如同企业生命,从 禁用原材料采购到产品加工、组装、调试、生产层层把关,以优越的 禁用产品质量,优惠的销售价格,优良的售后服务走向市场。经营宗旨:以较科学的理论,设计制造出 禁用来满足客户的需求:同样的价格比质量,同样的质量比服务;让您买的放心,用的舒心。


本机主要特点:
*设计合理,使用维护方便,更换刀具仅需 5分钟。
*刀具采用自动开合结构,钢筋一次装夹, 30秒 完成丝头加工,效率高。
*采用滚丝轮冷轧工艺,钢筋丝头加工“ 模具化 ”,精度高,合格率 。
*不切削钢筋母材,丝头强度高于钢筋母材强度。
*适用范围广, 可加工 φ16 - φ40mm 的 HRB335 级和 HRB400 级带肋钢筋。
主要技术参数
1、主电机功率:4KW 8A
2、配用电源:三相380V 50Hz
3、减速机速比17、23 {出轴转速(82—48)r/min}
4、加工钢筋直径范围:Φ16—Φ40mm(HRB335、HRB400、500)
5、 加工长度:100mm
6、重量:450kg
使用方法:
(一)加工前的准备
1.按要求接好电源线和接地线,接通电源。电源为三相380V 50Hz的交流电源,为保证人身请使用带漏电保护功能的自动开关。
2.冷却液箱中,加足溶性冷却液(严禁加油性冷却液)。
(二)空车试转
1.接通电源。检查冷却水泵工作是否正常。
2.操作按钮,检查电器控制系统工作是否正常。
(三)加工前的调整
1.根据所加工钢筋的直径,调换与加工直径相适应的滚丝轮。滚丝轮与加工钢筋直径的关系见表一:
2.调换滚丝轮的同时,调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性。
3.滚丝轮与加工直径相适应后,将与钢筋相适应的对刀棒插入滚轧头中心,调整滚丝轮使之与对刀棒相接触,抽出对刀棒,拧紧螺钉,压紧齿圈,使之不得移动。
4.对于固定定位盘的设备根据所加工钢筋直径,调换与加工直径相适应的定位盘(定位盘上打印有加工直径)。对于可调整定位盘的设备按定位盘刻度调整到相应的刻度,当剥肋刀磨损时还需要进行微调。
5.根据所加工钢筋规格,调整剥肋行程档块的位置,保证剥肋长度达到要求值。
6.根据所加工钢筋规格,调整行程开关压块的位置,保证滚轧螺纹有效长度达到要求值。
(四)工件装夹
将待加工的钢筋装卡在定心钳口上,伸出长度应与起始位置的滚轧头剥刀片端面对齐,然后扳动手柄夹紧。
(五)操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时一定要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到一定程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
(五)刀具重磨与更换
1.剥肋刀切削一定数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将刀具的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧一定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈必须安装正确,否则不能正常工作


