异型管详情电话咨询
更新时间:2025-12-06 20:26:33 ip归属地:新余,天气:晴,温度:6-18 浏览:4次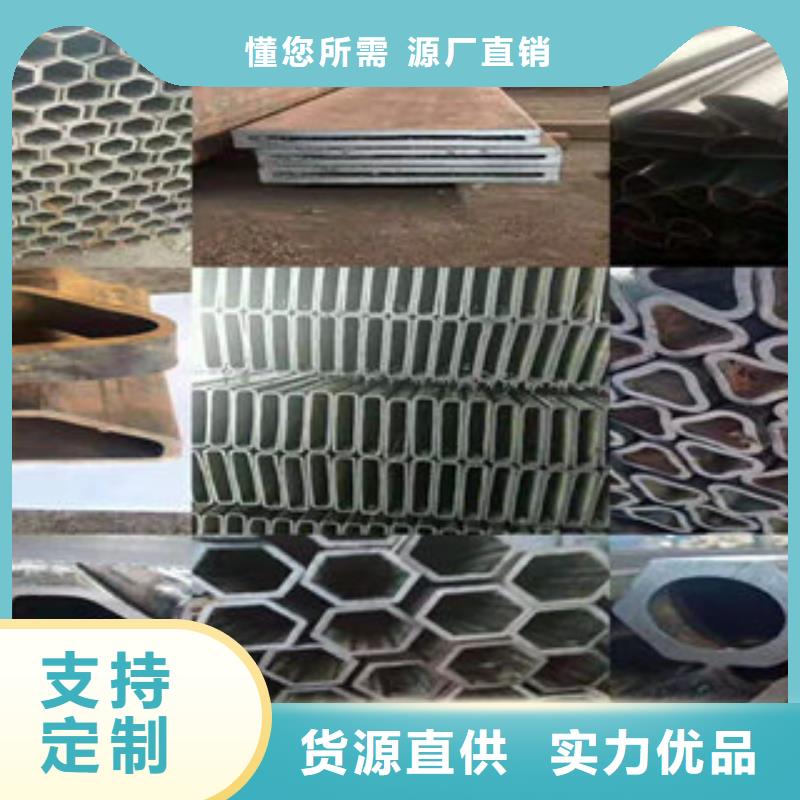
- 发布企业
- 福仕达金属材料(新余市分宜县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 球墨铸铁管
- 所在地
- 开发区汇通物流园内
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍

(二)通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异形钢管的润滑条件。
(三)降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
(四)压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异形钢管道次轧制力增大,厚度波动。


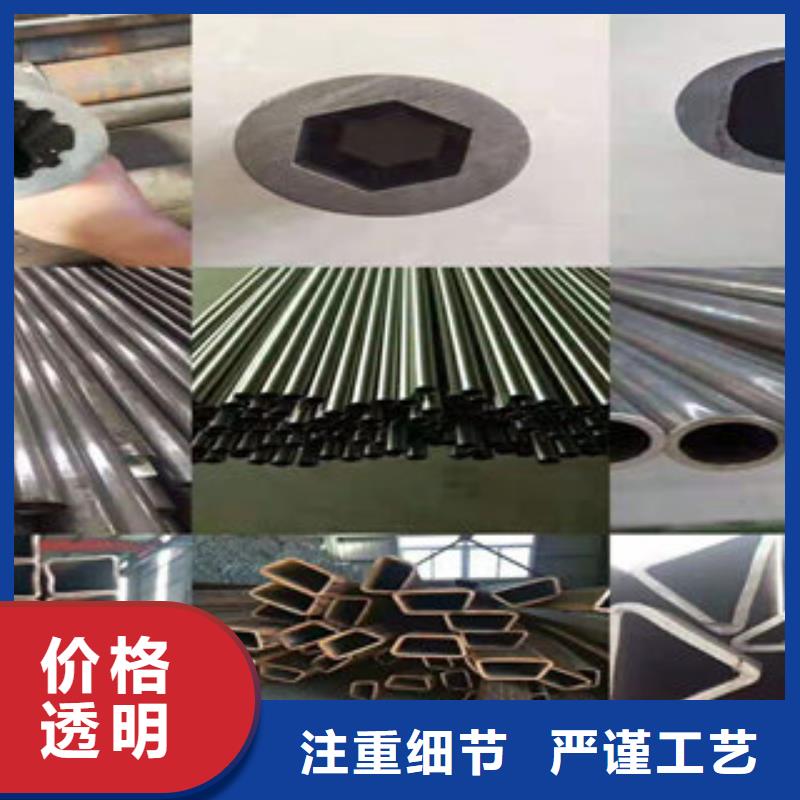
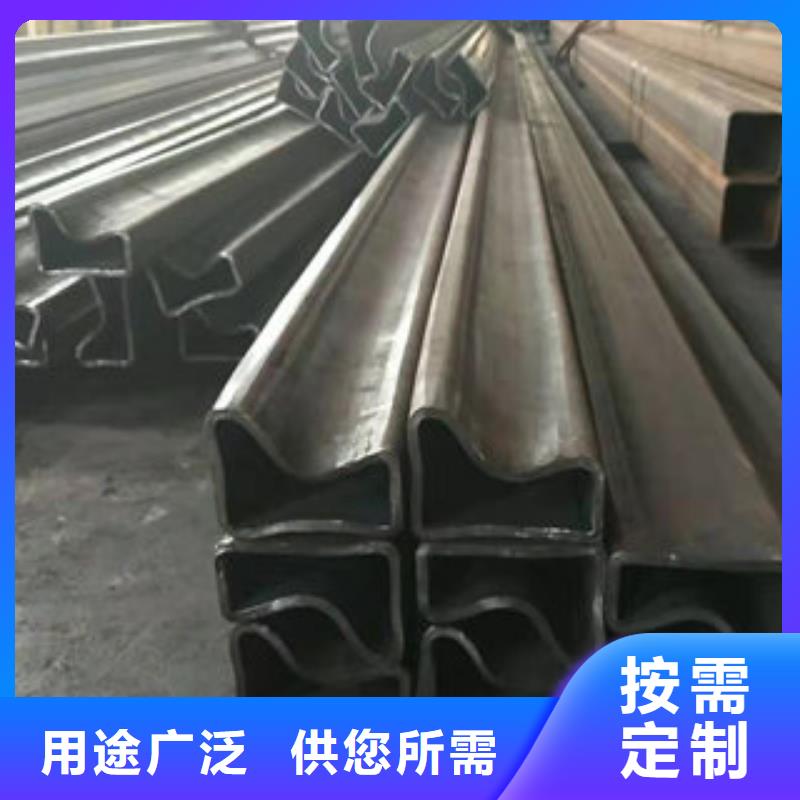
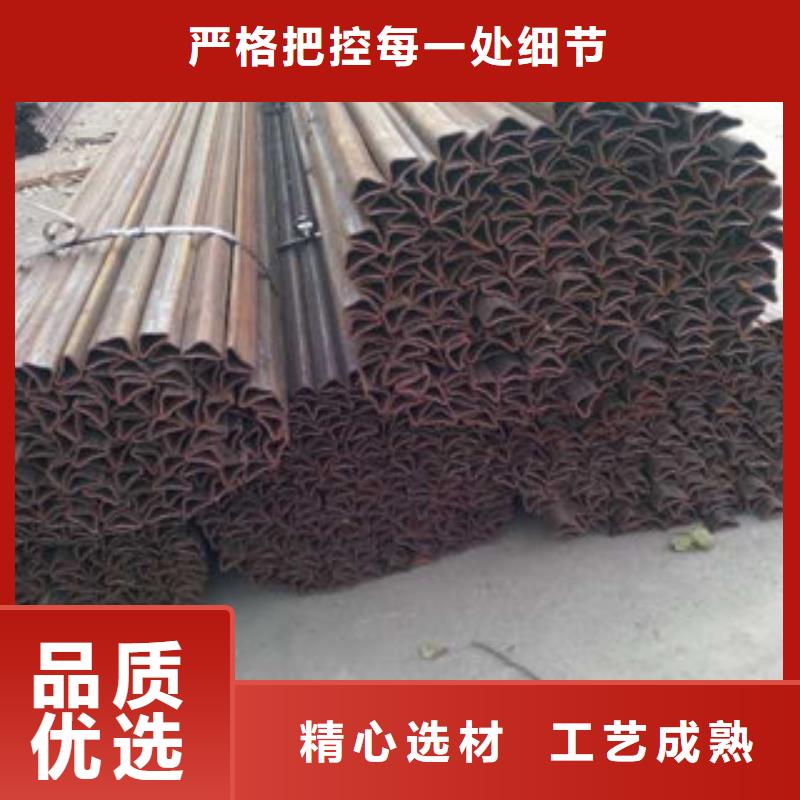
异型钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型钢管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。异型钢管经过冲压变形而不发生裂纹等缺陷的性能。为保证制品的质量和工艺的顺利进行,用于冲压的金属板、带等必须具有合格的冲压性能。
异型钢管材料在常温下能承受弯曲而不破裂的性能,称为冷弯性。出现裂纹前能承受的弯曲程度愈大,则材料的冷弯性能愈好。异型钢管在特定结构和工艺条件下通过常用焊接方法获得预期质量要求的焊接接头的性能。焊接性一般根据焊接时产生的裂纹敏感性和焊缝区力学性能的变化来判断。



新余分宜福仕达金属材料有限公司一家专业生产销售 球墨铸铁管的企业,公司地里位置优越,交通便利,运输发达。公司奉行销售优质的产品,满足客户的需求,一切以顾客为中心,牢牢把握市场。我公司产品包括: 球墨铸铁管。公司技术力量雄厚、重视市场营销。公司精神“追求卓越 报国利民”公司宗旨:提供满足用户需求的优质产品,让顾客满意的优质服务。以“真诚到永远”的服务满足客户的要求。


焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。


